
In the industrial sector, safety standards and regulations can add up—especially in the case of an electric motor operating in a combustible environment. But when human casualty, equipment casualty and property casualty are at risk, a thorough understanding and application of those standards and regulations are crucial, because both legal and physical damages can add up as well.
Selecting hazardous location motors is not a responsibility to take lightly—
and, unfortunately, it is much easier said than done. It requires careful consideration of various motor characteristics and environmental variables—many of which are difficult to accurately quantify. While IBT’s electrical experts understand, and can help educate people about, hazardous duty motors and the environments in which they are used, ultimately it’s the responsibility of the end-user to prioritize safety and determine the correct motor.
By better understanding the many facets of the classification process, as defined by the NFPA 70: National Electrical Code® (NEC), you can take the first step in a process of careful risk assessment in order to properly select the best hazardous location motors for your facility.
Hazardous Locations
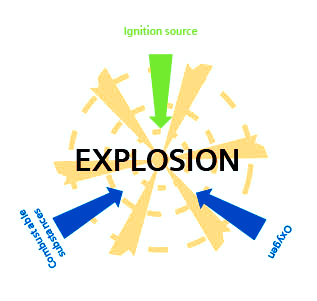
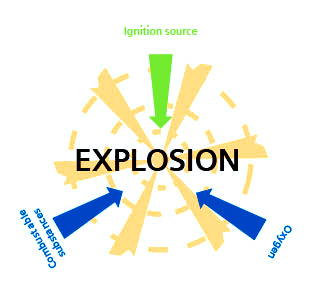
As defined by OSHA, A hazardous location is “any area where fire or explosion hazards may exist due to flammable gases or vapors, flammable liquids, combustible dust, or ignitable fibers or flyings.” The misapplication of an electric motor in this environment can pose a serious threat to facility and personnel safety, with impacts ranging from lost production, to fines, to property damage and even worker fatalities.
However, according to Siemens, it is not uncommon to see the use of unqualified motors in hazardous locations and, in many cases, is something that goes undiscovered until a safety incident occurs or it is caught during an inspection from a regulatory body.
To guarantee the highest possible level of safety in these areas, legislatures have developed appropriate obligations in the form of laws, regulations and standards━one of which is defining the type of hazardous environment in which the motor operates by Class, Division and Group.
Class: Type of Material Present
The first classification to be familiar with is the Class, which defines the hazardous locations based on the type of material present.
Class I – Explosive Gas
Class I locations contain flammable gases or vapors in sufficient quantities in the atmosphere that could pose a risk of explosion or ignition. Examples of Class I locations include petroleum and ethanol processing facilities or gasoline storage/plants.
Class II – Explosive Dust
Class II locations are common in industries involving combustible metallic and non-metallic dust. They often contain particles that are either electrically conductive or could be explosive when mixed with oxygen and the right ignition source. Some examples of Class II locations include grain elevators, flour and feed mills, and starch production plants.
Class III – Fibers
Class III locations are characterized by the presence of easily ignitable fibers or where materials producing combustible flyings are handled. This class doesn’t normally require electric motors and is only found in a few, specific sectors where the material is heavier and settles more rapidly than fine particles. Class III examples include textile mills, flax processing plants and any facilities where high quantities of sawdust are present.
Division: Condition Under Which Material is Present
Once the Class is determined by the type of material present, placing the motor into one of two Divisions further categorizes the condition under which the material is present. Siemens says a simple rule of thumb is that “all Class I and Class II motors meet Division I requirements, which means they can be installed in both Division 1 and Division 2 locations.”
Division 1 is a location in which an explosive or ignitable material is present under normal operating conditions, meaning the hazardous material is either present at all times or frequently and intermittently due to maintenance operations or breakdowns.
Division 2 locations exist where hazardous substances are handled or stored in closed systems under abnormal conditions. Hazardous conditions could occur in case of accidental failure or rupture of the containment system.
Group: Material Behavior
Class I and Class II are further divided into Groups based on the behavior of the hazardous material and its ignition/explosive characteristics. They are, therefore, important in determining how stringent the motor design requirements must be for operation within each category.
- Groups A-D are used for Class I environments
- Groups E-G are used for Class II environments
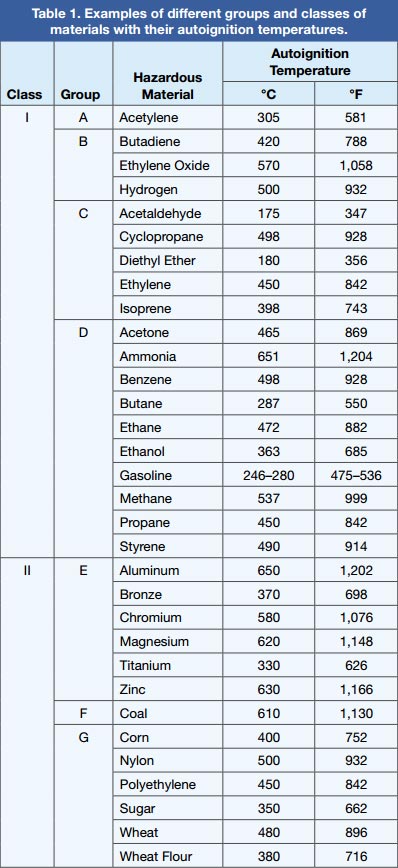
Autoignition Temperature (AIT)
The final piece of the puzzle needed to determine the motor you need for your specific hazardous environment is the autoignition temperature (also known as the minimum ignition temperature or kindling point) of the hazardous material.
The AIT refers to the minimum temperature at which there is sufficient energy for a chemical to ignite spontaneously, even without a spark, flame or other source of ignition. They are determined through various testing, but are influenced by a variety of factors including oxygen concentration, pressure, etc. See NFPA document 497 for Class I gasses and NFPA 499 for Class II dusts.
Classifications + Corresponding Design Requirements
Class I Division 1
Hazardous location motors within this classification must not only be built and clearly labeled as explosion-proof, but also be constructed in a way that could contain an internal explosion without rupturing, should one occur.
However, note that explosion-proof motors are not actually designed to prevent explosions within the motor, but more so to confine the electrical failure so it does not escape and potentially cause an explosion and greater damage outside of the motor.
Additionally, they must not develop surface temperatures hot enough to cause spontaneous ignition of hazardous gases in the external atmosphere; The motors are assigned certain surface temperature ratings or t-codes.
Class II Division 1
Hazardous location motors within this classification must be built and clearly labeled as dust-ignition proof. Unlike Class I Explosion-Proof motors, though, where it is assumed that hazardous materials will enter the motor, dust ignition-proof motors are designed to prevent hazardous materials from ever reaching the inside of the enclosure.
Class II motors also focus more intently on maintaining certain surface temperature ratings or t-codes below the autoignition temperature of the hazardous material.
Class II Division 2
Many people will use a Division 1 motor in a Division 2 environment because the motor is easy to select and, as mentioned, if it is suitable for Division 1 it is automatically suitable for Division 2. However, a TEFC (Totally Enclosed Fan-Cooled) motor can be suitable for Division 2 if it is labeled correctly for Division 2 with the Class and Group, and if it has thermal sensors and proper t-code temperature ratings.
Safety Is Our Priority

IBT’s goal is to provide our customers with enough information and specifications, either in catalogs or online, to help them make proper, educated decisions on which motor to use. We also can help them work with their local NEC office or authority in assessing their current operation to determine what type of motor to use and whether or not they need to upgrade their motors for safety purposes.
IBT is proud to partner with names like Siemens
Siemens SIMOTICS XP100 Explosion-Proof motors are the workhorse of hazardous locations all over North America. They’re UL listed and CSA-certified for dust ignition-proof environments, making them ideal for harsh operating conditions found in industries like grain handling and processing, oil and gas, mining, pulp and paper, water and wastewater, chemical processing and more.
Want To Learn More About Hazardous Location Motors?
IBT Industrial Solutions has a dedicated team of electrical product specialists who have been consulting customers on every aspect of electric motors, and helping them solve their toughest electrical problems, since the 1970’s. Their diversity of skills, expertise and wealth of experience is what makes IBT stand out from our competitors. From reducing energy costs, preventing motor and drive failures, to getting more life out of your current machinery━and everything in between━this team is always up for the challenge. If you’re looking to minimize downtime and become more productive in your operations, contact Jon Prince, IBT’s Electrical Group Director, or give us a call at 913-677-3151 to learn more.
Get a FREE Quote!
Complete the form below to get a FREE Quote in Less than 24 hours.


