
4 Ways to Get the Most Out of Your Conveyor Systems

When you look at the world around you, most everything you see has at one point been on a conveyor system. But for it to reach its destination, it has to travel safely and efficiently from entry to exit. Here are the top four ways to ensure that your product can do just that. Ensure […]
Increase the Strength of Your Food & Beverage Operation with Plastic Modular Belting
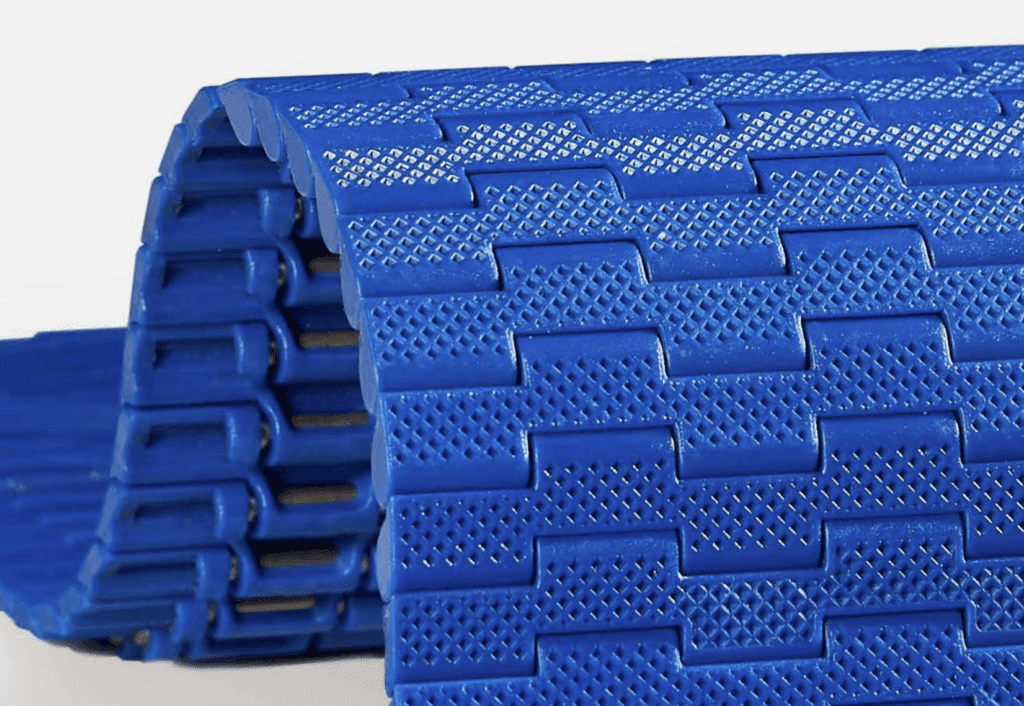
Conveyor systems are vital to the efficient operation of the food and beverage industry. The conveyor belts used in these systems face many challenges, including pulsation, load capacity, temperature changes, and impact resistance. To address these challenges, it is essential to use stronger, thicker belting material and precise sprocket engagement. One solution that has proven […]
Top 3 Upgrades to Improve Your Material Handling and Conveying Systems

While material handling and conveying systems are made to last for years, upgrades may be required at some point or another to achieve a consistent level of efficiency and effectiveness. Upgrades can be new and exciting, providing new features and better productivity. They are also essential to remaining relevant in an ever-changing world. Once completed, […]

