



 In the world of conveyor belt systems, there are numerous options and configurations, each designed to efficiently transport materials from one point to another. In this comprehensive guide, IBT Industrial Solutions has partnered with Conveyors Inc. to delve into the fundamental components and functions of conveyor belt systems. From the critical role of frames, belts, and support rollers to the importance of proper belt selection, we will equip you with the knowledge needed to understand these versatile systems. As we explore their various applications and advantages across different industries, we’ll showcase how Conveyors Inc. has become a leading name in delivering robust, reliable conveyor belt solutions.
In the world of conveyor belt systems, there are numerous options and configurations, each designed to efficiently transport materials from one point to another. In this comprehensive guide, IBT Industrial Solutions has partnered with Conveyors Inc. to delve into the fundamental components and functions of conveyor belt systems. From the critical role of frames, belts, and support rollers to the importance of proper belt selection, we will equip you with the knowledge needed to understand these versatile systems. As we explore their various applications and advantages across different industries, we’ll showcase how Conveyors Inc. has become a leading name in delivering robust, reliable conveyor belt solutions.
Key Components of Conveyor Belt Systems
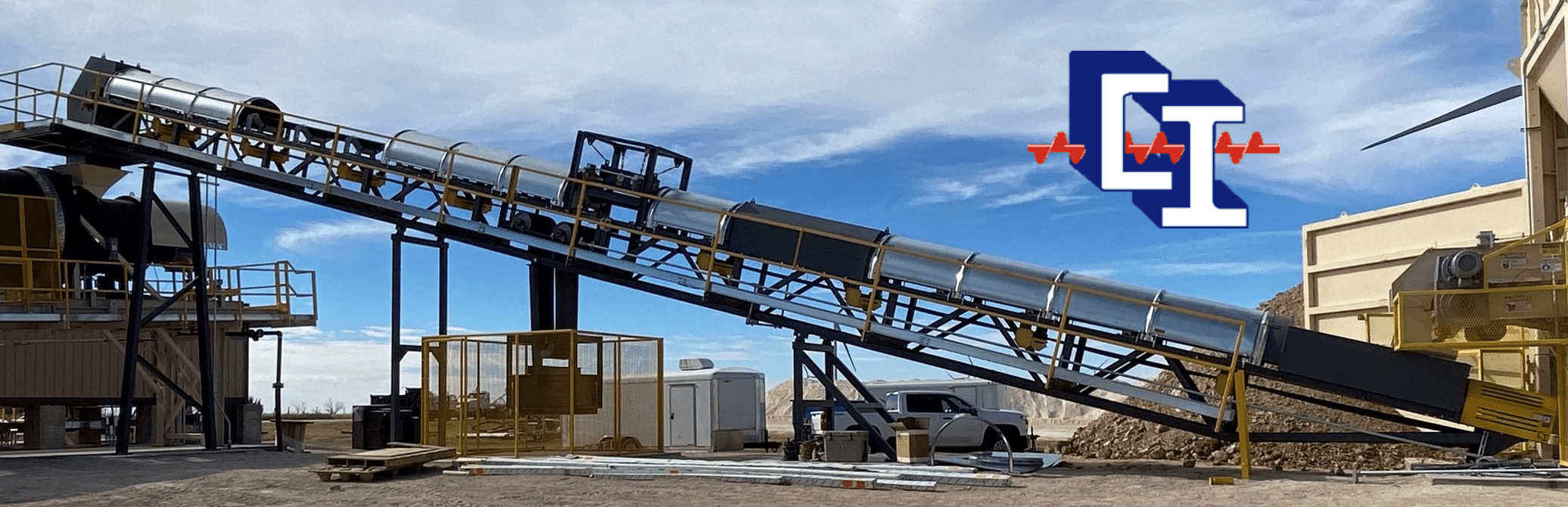
All conveyor systems typically have three main sections at a minimum — a head section that generally contains a drive and discharge spout/chute, the intermediate sections that make up the profile and length, and a tail section that generally includes a take-up and a loading zone.
In a conveyor belt system, the profile consists of the frame, belt, and any support rollers and can include a large magnitude of additional options tailored to the application. Systems that use a belt are generally powered by an electric motor coupled to a reducer or v-belt reduction system that is shaft mounted to a pulley supported securely in place with heavy-duty pillow block bearings all located at the head section of the system. The tail section of a belt conveyor system will consist of a shaft-mounted pulley on pillow block bearings, a load zone, and generally a take-up on systems up to 150’ in length. Motorized conveyor belts are ideal for industrial use with bulk material handling, as they are more reliable and efficient than alternative methods.
Common Parts and Functions of Conveyor Belt Systems
- Frame: The system’s framework holds all the moving parts as well as extra items such as catwalks, e-stops, scales, magnet separators, and hoods or covers, to name a few, together for safe and secure operation. The frame can be made from C channel, or a truss-style frame based on loads and distance required between supports.
- Belt: A long stretch of thick, durable material constructed from rubber and fabric plies upon which materials are transported from one end to another. The belt will be selected based on the material characteristics and loads exerted on the belt.
- Conveyor Belt Support: Rollers or idlers assist the belt to stay on course and swiftly maintain movement. Rollers keep material in place by creating a trough for the belt to conform to as well as prevent the belt from sagging.
- Drive Unit: Motors may use either variable or constant speed to power the conveyor belt. An efficient and properly sized drive unit must be selected to continually assist the belt with continuous operation, smooth startup, and long reliable service. A reducer is typically coupled to a motor as part of the drive unit to reduce the rpm output of a motor down to a manageable rpm to a pulley that propels the belt. Reducers also increase torque through reduction in the reducer.
- Pulleys: The conveyor belt is wrapped over two or more strategically positioned pulleys. The pulley controls the belt’s movement and performs critical functions such as driving, redirecting, turning, tensioning, and tracking the belt.
- Load Zones and Discharges: A load zone (typically near the tail pulley) is designed to withstand material dropping onto the belt through an inlet chute and will generally have wear liners, impact idlers if necessary, and skirting of some type to contain materials and dust from escaping due to the high velocity of the material impacts that belt. Discharges are designed to guide the material to the next location and typically contain belt scrapers to prevent carryback of fugitive material as well as wear liners in the discharge spout or chute to help increase the life of the equipment as it is directing the material to its following location.
- Additional Options: Most additional options are added for safety, serviceability, or to perform a secondary job as material is being conveyed. Some examples are, belt scales, catwalks/handrails, guarding, e-stops, magnet separator systems, speed or tracking sensors, covers, hoods, and dust suppression systems, to name just a few.
 Importance of Proper Belt Selection
Importance of Proper Belt Selection

A conveyor belt’s function is to move objects from point A to point B with minimal effort. The conveyor belt speed, direction, profile, and size vary based on the needs of the user.
Conveyor belting usually falls under two categories: lightweight and heavyweight. Conveyors Inc. specializes in bulk material handling, which nearly always requires a heavyweight belt.
For your toughest applications, Conveyors Inc. will use heavyweight conveyor belts with a tension of at least 110 pounds per inch of width per ply and go up from this point based on application. A heavyweight belt is used for applications that require continuous movement of bulky, heavy, sharp, or abrasive materials, as well as to withstand high temperatures, oily materials, or high cut and gouge.
Top Industries Using Heavyweight Belting Include:
- Mining
- Manufacturing
- Waste/recycling/wastewater
- Aggregate
- Power generation
- Building products
- Paper & pulp
- Mills (steel, iron ore, limestone, coke, coal, etc.)
- Food, grains, and agriculture
 Manufacturing
Manufacturing
As you can see heavyweight conveyor belt systems have a wide range of uses and applications across different settings and industries. Whether you need light-duty or heavy-duty belting, conveyor belt systems are remarkable in their ability to impact efficiency, productivity, and labor.
Conveyor Belt System Uses
 Conveyor belt systems are the backbone of modern material handling, serving many crucial functions in industries worldwide. In this section, we’ll explore the extensive range of applications and the compelling advantages that conveyor belt systems offer.
Conveyor belt systems are the backbone of modern material handling, serving many crucial functions in industries worldwide. In this section, we’ll explore the extensive range of applications and the compelling advantages that conveyor belt systems offer.
Conveyor Belt System Applications
- Quickly and reliably transport a large amount of material
- Stack materials at the end of transportation lines
- Streamline the process to get something from point A to point B
- Move a product vertically or horizontally with a high degree of flexibility
Advantages of Using a Conveyor Belt System
- Reduce labor while massively increasing productivity and time efficiency
- Reduce or completely eliminate trucks to move materials
- Keep the product safe from environmental damage during transportation
- Easily transfer materials to multiple locations
- Enjoy relatively simple maintenance and the long life of this durable, and proven equipment
Reliable Bulk Material Transport with Conveyors, Inc.
Conveyors, Inc. is an industry leader in delivering dependable solutions for bulk material handling. Their conveyor belt systems are renowned for their robust construction, safety features, and unparalleled reliability, making them the preferred choice across various sectors, from shipyards and power plants to mines and recycling facilities.
Offering a wide range of customizable conveyor belt systems, Conveyors, Inc. caters to diverse applications, ensuring smooth material transport. Whether you need specialized incline conveyors, portable pit conveyors, or versatile radial stackers, their solutions are built to last, constructed from durable materials like mild steel, abrasion-resistant plate, stainless steel, and more. Trust Conveyors, Inc. for premium material handling solutions that keep your operations running seamlessly.
Partner with IBT for Your Conveyor Solutions
When it comes to conveyor solutions that streamline your operations and enhance efficiency, IBT is your trusted partner. Our team of experts specializes in conveying systems, and we’re here to help you understand the materials, designs, and customizations that will optimize your system’s performance to meet the specific needs of your application.
With decades of experience in conveying systems and components, you can rely on IBT’s dedicated team to provide the expertise and guidance you need. Don’t hesitate to reach out to Jim Boatright, our Conveying Systems Business Group Director, at (913) 261-2116 or simply fill out our inquiry form today to discover how we can elevate your material handling processes to the next level.
